Industrial-Grade Salt for Saponification, Brine Separation & Manufacturing Stability
Our Detergent & Soap Production Salt is processed to deliver consistent performance in saponification, brine washing, and formulation stability across the detergent, soap, and glycerine industries. This industrial-grade salt is carefully screened, washed, and dried to maintain low impurity levels and controlled granule behavior — ensuring dependable results in continuous manufacturing environments.
Salt plays an essential role in separating soap from glycerine, controlling solubility, improving hardness, and optimizing product texture. With stable sodium chloride content and minimized calcium and magnesium impurities, our salt supports both traditional and modern detergent-making processes.
Used primarily as a viscosity control agent, filler, and processing aid, salt helps optimize the structure of detergent slurries, improve separation, enhance granulation, and maintain the physical characteristics of the final product. For soap production, salt supports the separation (salting-out) process and assists in achieving uniform bar hardness and texture.
Our stringent material handling procedures ensure low impurities, controlled moisture, and reliable grain distribution — all essential for efficient, high-volume manufacturing.
Salt is a foundational ingredient in multiple stages of detergent and soap manufacturing:
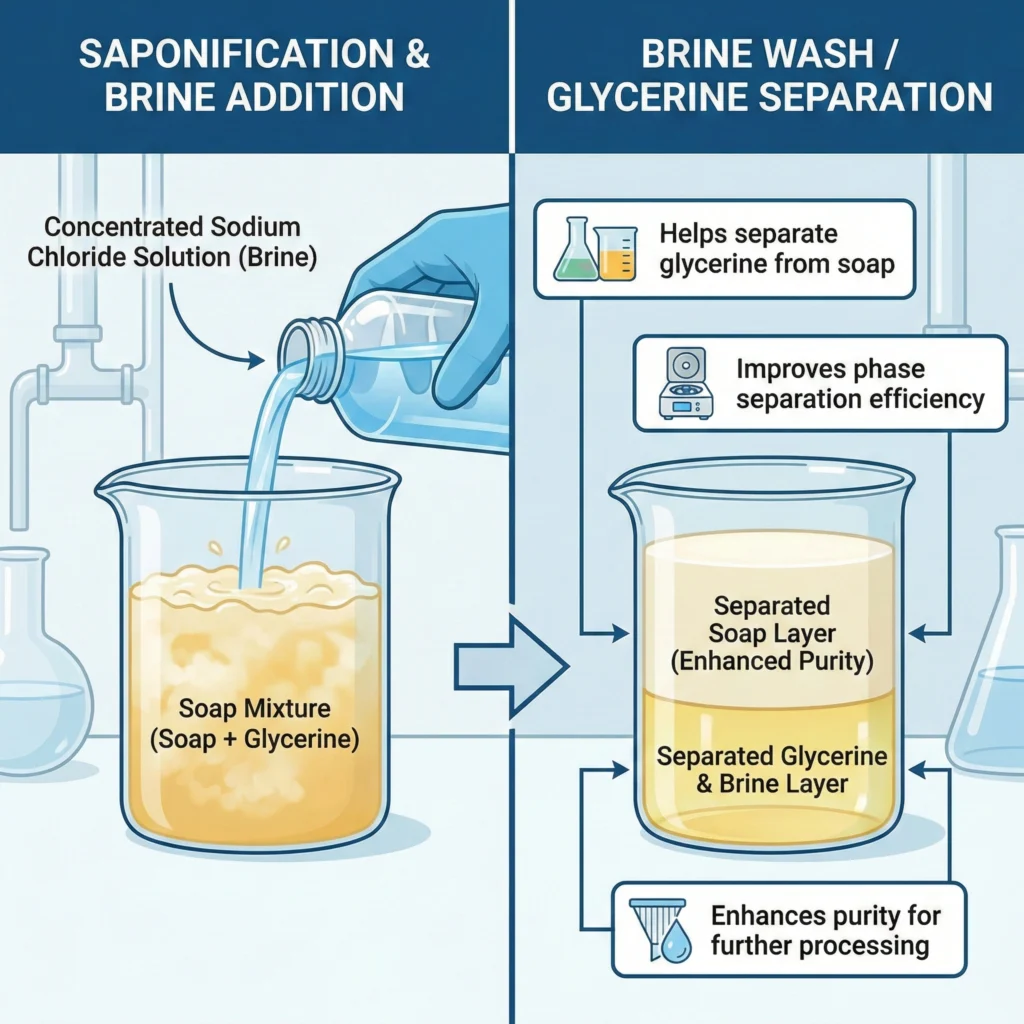
After saponification, the soap mixture is washed with a concentrated sodium chloride solution.
This brine wash:
• Helps separateglycerinefrom soap
• Improves phase separation efficiency
• Enhances purity for further processing
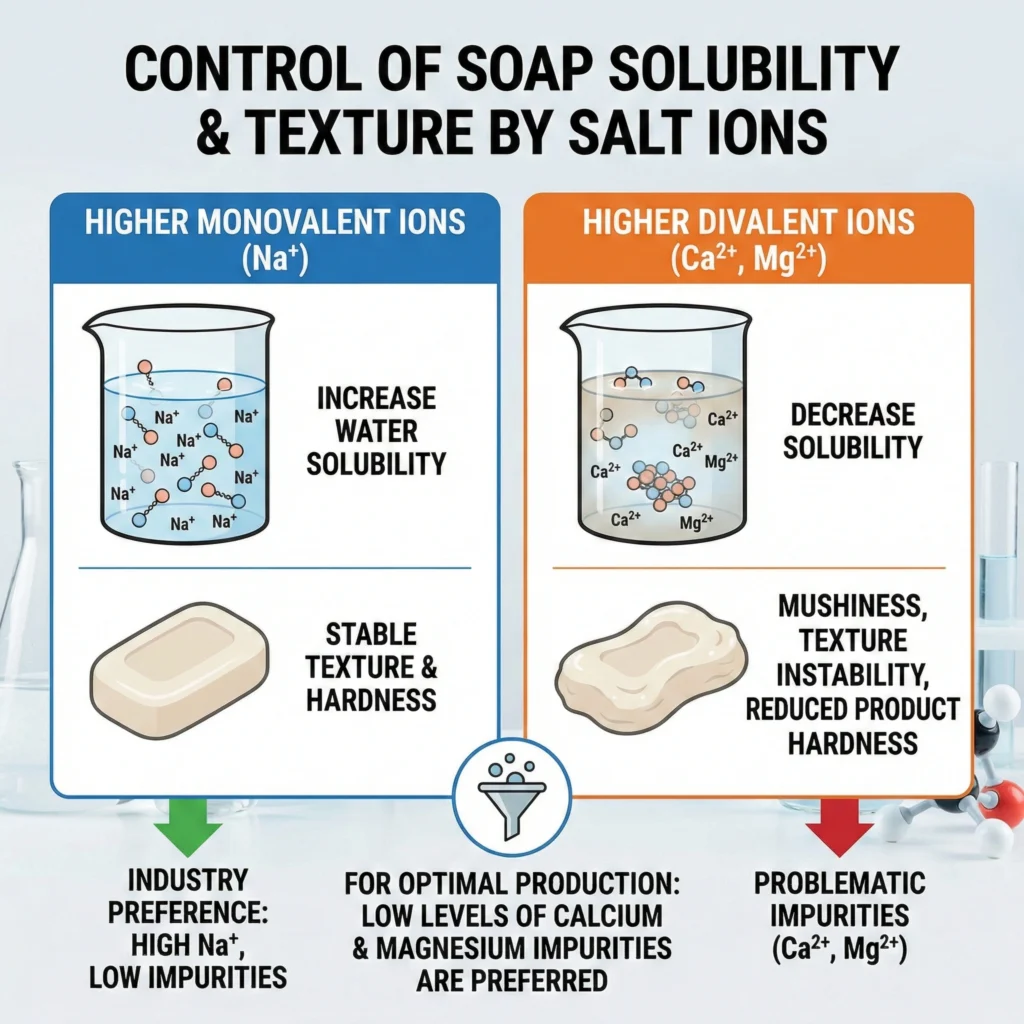
Salt influences solubility of soap in water during manufacturing:
Higher monovalent ions (Na⁺)→ increase water solubility
Higher divalent ions (Ca²⁺, Mg²⁺) → decrease solubility and can cause:
For this reason, low levels of calcium and magnesium impurities are preferred in industrial salt used for soap and detergent production.
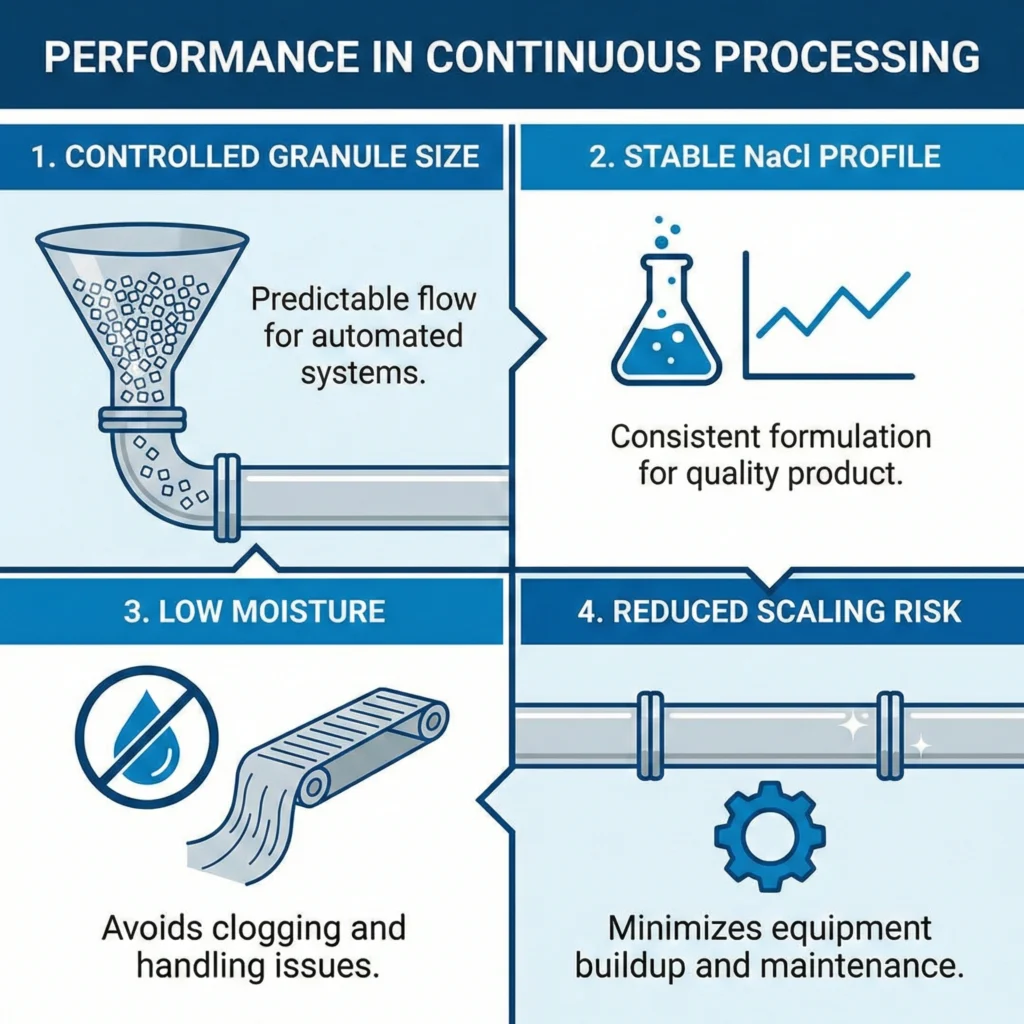
Our salt supports manufacturing systems by providing:
• Controlled granule size for predictable flow
• Stable NaCl profile for consistent formulation
• Low moisture to avoid clogging and handling issues
• Reduced risk of scaling or buildup in equipment
• Controlled NaCl levels for brine separation
• Low hardness (Ca & Mg) to prevent mushiness during production
• Supports viscosity regulation in detergent slurry formulation
• Aids salting-out process in soap making for separation and consistency
• Helps achieve uniform granulation and bulk density in powder detergents
• Contributes to bar hardness and structural stability in soap production
• Low moisture content ensures predictable processing performance
• Stable chemical behavior suitable for continuous industrial operations
• Soap manufacturing plants
• Detergent powder & liquid formulation
• Glycerin recovery units
• Chemical & surfactant production
• Cosmetic soap and personal care industries
• Filler and processing aid for large-scale formulations
• General chemical and surfactant industries requiring NaCl functionality
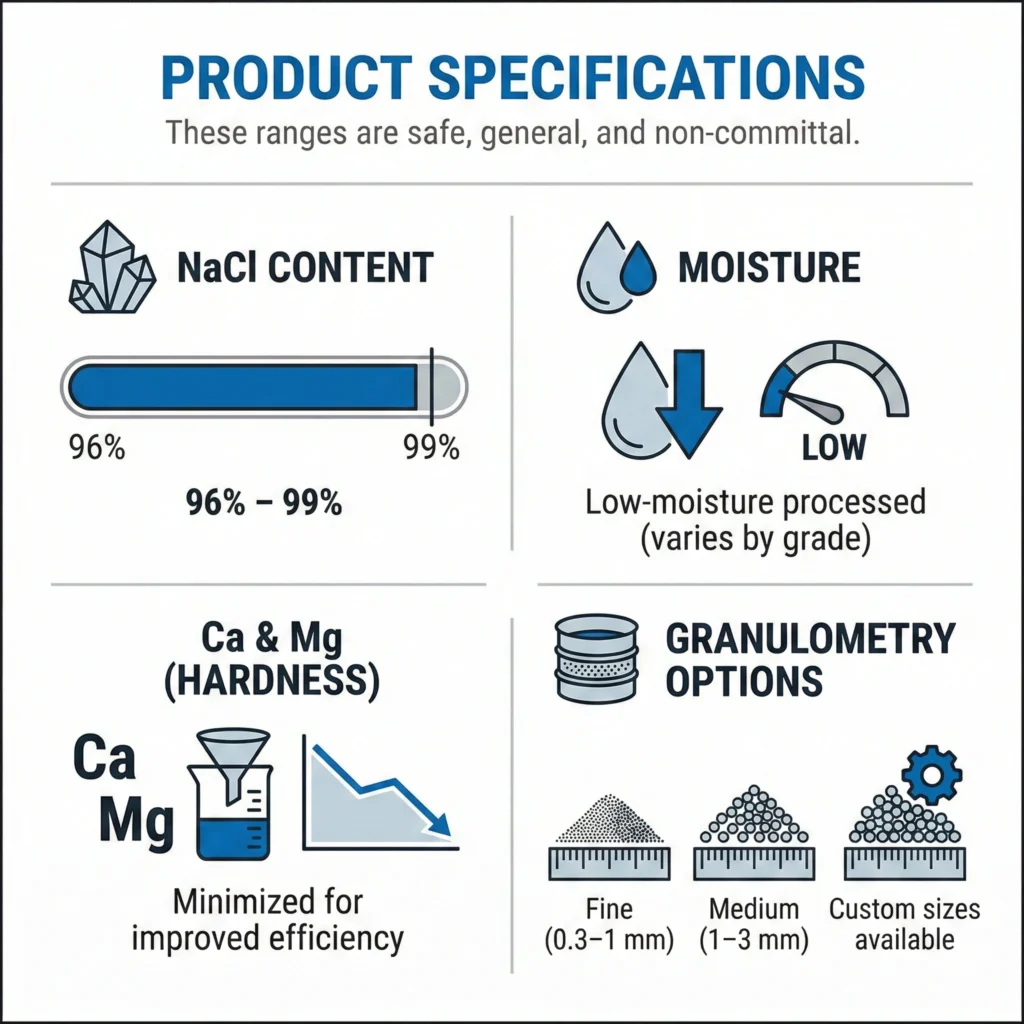
These ranges are safe, general, and non-committal:
• NaCl Content: 96% – 99%
• Moisture: Low-moisture processed (varies by grade)
• Ca & Mg (Hardness): Minimized for improved efficiency
• Granulometry Options:
• 25 kg / 50 kg industrial bags
• Jumbo bags for bulk, high-volume supply
• Moisture-protected packaging options
• OEM & private label programs
• Global export capability
Produced under ISO 9001, HACCP, GMP, Halal compliant facilities (certification applicability varies by grade).
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis.
Lorem ipsum dolor sit amet, consectetur adipiscing elit. Ut elit tellus, luctus nec ullamcorper mattis.
Copyright © 2026. All rights reserved